Jak i z czym zaparzyć tytanową łopatę w domu
Łopata to niezbędny element wyposażenia w arsenale każdego właściciela gruntu. Modele tytanowe są bardzo trwałe i mają inne ważne zalety. Czasami jednak przy zwiększonym obciążeniu bagnetu metal może pęknąć. Zastanówmy się, jak zaparzyć łopata wykonane z tytanu i na co należy zwrócić uwagę przy tym procesie.

Treść artykułu
Cechy spawania tytanu
Na spawalność tego metalu wpływa kilka czynników. Przede wszystkim tytan wykazuje silną reakcję chemiczną z gazami zawartymi w powietrzu, w tym azotem, tlenem i wodorem. Ważne jest również to, że metal ma większą tendencję do rozrostu ziaren, gdy temperatura przekracza 800 stopni.
Jeśli tytan zostanie podgrzany do 350 stopni, zaczyna aktywnie absorbować tlen. W rezultacie na powierzchni (w obszarze spawania) tworzy się film, którego kolor zmienia się od żółtego do fioletowego, stopniowo przechodząc w biały.
Ogrzewanie do 500 stopni prowadzi do wzrostu wytrzymałości i twardości metalu. Zmniejszają się jednak jego właściwości plastyczne.
Oddziaływanie tytanu i wodoru prowadzi do szkodliwego zjawiska - kruchości wodorowej. Przyczynia się do zwiększonej kruchości materiału. Po ostygnięciu tytanu, zespawana część po pewnym czasie odpada.
Wzrost ilości ziarna w wyniku narażenia na wysokie temperatury zmniejsza wytrzymałość metalu. Warto pamiętać, że tytan ma wysoką temperaturę topnienia. Pracując z nim, musisz użyć bardzo silnego skoncentrowanego źródła ciepła.
Podczas spawania szew musi być chroniony po obu stronach. Szczególną uwagę zwraca się na przygotowanie krawędzi. Nie trzeba go długo rozgrzewać. Podczas spawania łopaty tytanowej należy uważnie monitorować warunki temperaturowe. Aby zabezpieczyć metal w miejscu pracy, zaleca się stosowanie specjalnych topników. Sprawdzą się także metalowe wykończenia. Można zastosować poduszki gazowe. Do ich tworzenia wykorzystuje się komory wypełnione.
Podczas korygowania usterek łopaty należy dokładnie przestrzegać zasad bezpieczeństwa. Powinieneś pracować niezwykle ostrożnie.
Niezbędne materiały i sprzęt do spawania łopaty tytanowej
Proces będzie wymagał:
- Spawarka. Musi obsługiwać tryb TIG. Musi mieć palnik.
- Butla wypełniona gazem ochronnym. Odpowiedni jest hel, argon lub mieszanina obu.
- Elektrody wolframowe, które się nie topią.
- Drut wypełniający.

Przygotowanie do spawania w domu
Aby przygotować metal do spawania, należy obrobić krawędzie obszarów, w których proces będzie prowadzony. Pamiętaj, aby usunąć warstwę metalu o dużej zawartości tlenu i azotu. Obecność tych cząstek w obszarze roboczym doprowadzi do pogorszenia właściwości utworzonego szwu. Zwiększy się kruchość metalu.
Jeśli elementy mają grubość nie większą niż 4 mm, można obejść się bez obcinania krawędzi podczas spawania. W pozostałych przypadkach wykonuje się to przy zachowaniu kąta otwarcia 60 stopni.
Konieczne jest również zabezpieczenie nasady szwu i obszaru roboczego na odwrotnej stronie. Nawet jeśli leczenie nie dotrze do strony przeciwnej. Rzeczywiście, gdy tytan wchodzi w interakcję z gazami z otaczającego powietrza, reakcja rozpoczyna się, gdy tylko temperatura osiągnie 300 stopni.
Aby zabezpieczyć szew na odwrotnej stronie, stosuje się podkładki wykonane ze stali lub miedzi. Muszą być ściśle dopasowane. Można także zastosować wdmuch argonu, kierowany w specjalne rowki lub do wnętrza konstrukcji.
Jeżeli proces można przeprowadzić bez zabezpieczania wewnętrznej strony szwów, należy zachować przerwy, aby powierzchnia ostygła. Same szwy powinny być krótkie, nie dłuższe niż 20 mm.
Metoda spawania łopaty tytanowej elektrodą nietopliwą (metoda TIG)
TIG to technologia spawania wykorzystująca elektrodę na bazie wolframu w osłonie gazów obojętnych. Jego rdzeń uważa się za nietopliwy. Jest to ręczne spawanie łukowe – pomiędzy elektrodą a przedmiotem spawanym powstaje łuk, a gaz osłonowy wydobywa się z palnika. Dodatki dostarczane są ręcznie. Elektrodę ostrzy się pod kątem 45 stopni. Prąd musi utrzymywać się w granicach 100 amperów.
Produkty o grubości do 1,5 mm można łączyć na styk bez użycia dodatków. W pozostałych przypadkach pręt jest zasilany. Dodatek musi mieć skład odpowiedni dla stopu obszaru pracy. Przed rozpoczęciem procesu należy go wyżarzić w próżni. Spowoduje to usunięcie wodoru. Po zamknięciu dodatek zachowuje swoje właściwości maksymalnie przez 5 dni.
Do wykonania pracy wymagany jest prąd o stałej polaryzacji, którego napięcie osiąga 15 V. Elektrodę należy skierować do powierzchni pod pewnym kątem - 70–80°. Dodatek podawany jest prostopadle do osi elektrody.
Poniższe zdjęcie pokazuje lokalizację elektrody i dodatku podczas spawania TIG dowolnego produktu tytanowego.
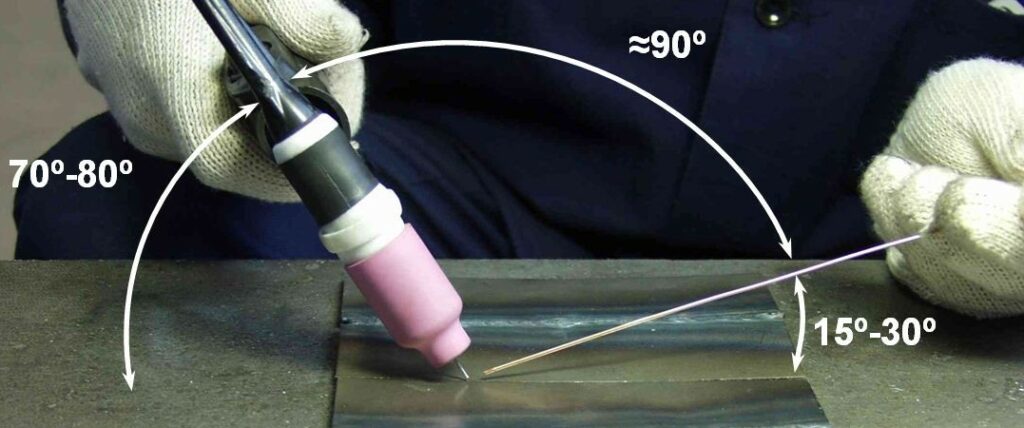
Formowanie szwu należy wykonywać precyzyjnymi ruchami. Do czasu całkowitego ostygnięcia obszaru roboczego zaleca się przedmuchanie szwu argonem. Proces należy przeprowadzić niezwykle ostrożnie.





Złamałem 2 sztuki. To złe łopaty, nie ufaj nikomu. Są jak zabawki. A jeśli gleba jest bardzo lekka, kopią ją widłami.